Hàn tự động dưới lớp thuốc có tên viết tắt tiếng Anh là SAW(Submerged Arc Welding), còn có tên gọi là hàn hồ quang chìm hay hồ quang ngầm, là phương pháp hàn trong đó hồ quang được bảo vệ bởi lớp thuốc dạng bột.
Lớp thuốc này sẽ nóng chảy và sinh khí bảo vệ hồ quang đồng thời giúp cải thiện chất lượng luyện kim của mối hàn.
Nguyên lý hàn tự động
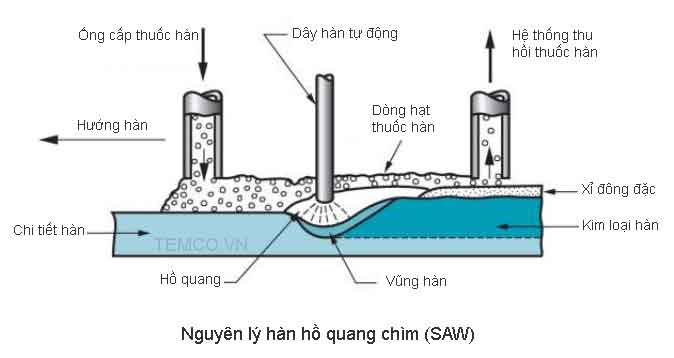
Nguyên lý hàn hồ quang chìm được mô tả như hình trên, nguồn nhiệt được cấp bởi hồ quang cháy giữa đầu dây hàn cấp liên tục và chi tiết. Khí bảo vệ được hình thành từ quá trình đốt cháy thuốc hàn được cấp từ phễu. Lớp xỉ nổi lên và đông rắn thành lớp bảo vệ vũng chảy và mối hàn. Các phần thuốc không bi nóng chảy sẽ được thu hồi và tái sử dụng. Việc duy trì hồ quang được thực hiện bởi thiết bị cấp dây, còn sự dịch chuyển hồ quang được thực hiện bằng các thiết bị phụ trợ khác. Hồ quang có thể được mồi bằng kiểu ngắn mạch, hoặc nhờ thao tác mồi của bộ cấp dây.
Hồ quang chìm có thể thực hiện trên các thiết bị cơ khí hóa hoặc tự động hóa. Trên các thiết bị cơ khí hóa, thợ hàn theo dõi và hiệu chỉnh vị trí, các thông số hàn. Còn trên các thiết bị tự động hóa quá trình hàn được theo dõi và hiệu chỉnh bởi các thiết bị hồi tiếp. Thiết bị hàn tự động có giá thành tương đối cao. Phương pháp hàn hồ quang chìm bị hạn chế bởi tư thế hàn. Bởi lẽ vũng vhay3 và xỉ lỏng thường rất lớn dễ bĩ trôi tuột khỏi vùng hàn. Hai vị trí có thể ứng dụng là hàn phẳng và hàn góc. Với một vài hiệu chỉnh đặc biệt, phương pháp có thể tiến hành hàn ở vị trí ngang(thường gọi là tư thế 3G). Khi đó cần các thiết bị bổ trợ để giữ thuốc hàn và kim loại lỏng không bị tuột trôi đi. Lẽ đương nhiên không ai tính đến việc áp dụng ở tư thế đứng hoặc khỏi đầu
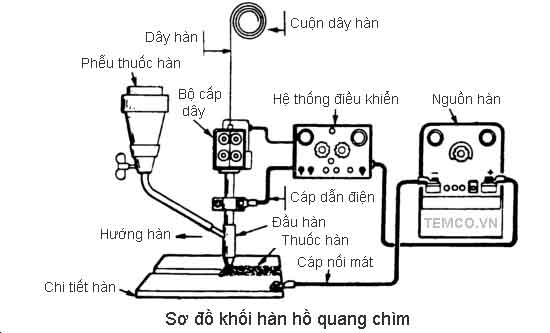
Thiết bị hàn tự động
- Các thành phần thiết bị hàn hồ quang chìm. Chúng bao gồm máy hàn, bộ cấp dây hàn và hệ thống điều khiển. Đầu hàn, phễu cấp thuốc hàn và các cơ phận tự động dịch chuyển đầu hàn và thu hồi thốc hàn.
- Máy hàn hồ quang chìm có chu kỳ tải(duty cycle) thường là 100%, bởi vì quá trình hàn sẽ phải thực hiện mối hàn liên tục và ổn định, thường quá khoảng thời gian 10 phút. Nếu dùng bộ nguồn hàn chỉ có chu kỳ tải 60% thì chúng có thể hàn ở khoảng cường độ mà máy có chu kỳ tải là 100% mà thôi.
- Khi hàn với thiết bị có đặc tính ngoài CC thì có thể hàn với đầu hàn dùng dòng AC hoặc DC điều chỉnh tốc độ theo tín hiệu hồi tiếp từ hồ quang hàn. Trong khi bộ nguồn có đặc tính CV thì chỉ cần dùng bộ cấp dây vận hành bằng motor có tốc độ cố định. Thiết bị CV chỉ được dùng với dòng DC
- Cả hai thiết bị, kiều máy phát và biến áp-nắn điện đều được ứng dụng cho phương pháp hàn hồ quang chìm, song loại biến áp-nắn điện phổ biến hơn. Máy hàn hồ quang chìm có phạm vi điều chỉnh cường độ từ 300A đến 1500A. Các máy này lại có thể nối song song với nhau khi cần cấp dòng hàn cao hơn. Khi hàn hồ quang chìm bán tự động thì dùng máy hàn DC còn khi hàn tự động, bộ nguồn AC thích hợp hơn. Thiết bị hồ quang chìm nhiều dây cần các mạch điều khiển đặc biệt và dùng nguồn AC.
- Khi hàn bán tự động, dây hàn được cấp qua ống mềm đến tay hàn, trên tay hàn có phễu nhỏ đựng thuốc hàn. Lượng thuốc hàn cấp nhiều ít tùy thuộc vào khe hở giữa miệng phễu và chi tiết hàn.
- Khi hàn tự động, đầu hàn được gắn bộ cấp dây và phễu đựng thuốc, phễu sẽ đổ thuốc hàn khi van được mở bởi bộ điều khiển.
- Ngoài ra còn có các trang bị phục vụ cho sự chuyển động của đầu hàn dọc theo mối hàn và thiết bị thu hồi thuốc hàn.
- Thiết bị hồ quang chìm thường được trang bị thêm các trang thiết bị khác như thiết bị dò rãnh hàn, bộ lắc ngang, điều khiển từ xa.
Đặc điểm và ứng dụng
Các đặc điểm chính của hàn hồ quang chìm là:
- Kim loại mối hàn có chất lượng cao
- Tốc độ đắp và hàn lớn
- Mối hàn phẳng đẹp và không có văng tóe.
- Rất ít khói sinh ra khi hàn
- Hồ quang bị che chắn bởi lớp thuốc nên rất ít gây hại
- Hệ số sử dụng vật liệu đắp cao
- Dễ tự động hóa cho các ứng dụng
- Không yêu cầu cao đối với thợ vận hành
Phương pháp hàn hồ quang chìm được sử dụng khi hàn tấm dày trong nhà xưởng. Kể cả khi hàn thép hình các ống đường kính lớn, các thiết bị siêu trường siêu trong. Nó cũng thích hợp khi hàn các thiết bị chịu áp, đóng tàu. Đặc biệt trong lãnh vực hàn đắp chế tạo và hàn đắp phục hồi, phương pháp này cho ta lớp đắp chất lượng cao và ổn định.
Các hạn chế của phương pháp
- Hạn chế cơ bản của hàn hồ quang chìm là tư thế hàn. Hạn chế khác có khả năng khắc phục là chỉ dùng để hàn thép thường và thép hợp kim thấp-độ bền cao.
- Năng lượng hàn cao, tốc độ nguội thấp là các nguyên nhân khiến phương pháp này không thể áp dụng trên các thép hóa bền nhiệt. Khi hàn hồ quang chìm trên thép, năng lượng hàn là thông số quan trọng cần xác định chính xác. Tất nhiên chúng ta có thể phân tán năng lượng hàn bằng cách hàn nhiều lớp. Và trong nhiều trường hợp có thể dùng các dây hàn flux cored hoặc GMAW.
- Khi hàn bán tự động thì khó khăn lớn nhất là mồi hồ quang và hàn đúng rãnh hàn cũng như kiểm soát đường biên hàn chính xác.